

Рабочие лопатки осевого компрессора
|
Начальная О предприятии Лопатки ГПА направляющие |
|
компрессорные |
|
турбинные сегменты ТВД Паровые лопатки Прототипирование Специальная обработка Оборудование НИР Экспертная оценка Арматура Контакты |
 |
 вернуться
вернуться
|
СОДЕРЖАНИЕ
|
|
 |
Специалистами НПП "УАСТ" для ООО "Тюментрансгаз" был восстановлен и дополнительно упрочнен комплект рабочих лопаток осевого компрессора (с 1 по 10 ступень) газоперекачивающего агрегата ГТК 10-4. Восстановительный ремонт проводился на основании технических условий, подписанных в производственно-техническом управлении "Надымгазремонт". На комплект лопаток выдана гарантия 16 000 часов. В настоящее время восстановленные и упрочненные лопатки находятся в эксплуатации на агрегате №45 КС "Надымская". Наработка по состоянию на 15.06.2006 г. составила 12 200 ч. Замечаний по работе со стороны ПТУ "Надымгазремонт" нет.
Для ОАО "Уфимское производственное объединение" (ОАО "УМПО") проведены исследования фреттинг-стойкости защитного покрытия на основе нитрида титана (TiN) применительно к обработке бандажных полок рабочих лопаток компрессора ГТД АЛ-31СТ взамен детонационного напыления покрытия ВК25М.
На основании полученных положительных результатов в настоящее время выписан технологический паспорт на изготовление опытных лопаток по предлагаемой технологии и их испытания в составе полноразмерного изделия.
ВОССТАНОВИТЕЛЬНЫЙ РЕМОНТ
Восстановительный ремонт компрессорных лопаток включает в себя дефектацию, механическое выведение поверхностных дефектов, восстановление хорды и высоты лопатки применением специальных сварочных процессов, механическое полирование и глянцевание.
Все операции проводятся под строгим контролем специалистов предприятия.
Кроме визуального контроля на всех этапах технологического процесса проводится каппилярный цветной контроль по ГОСТ 18442-80.
На окончатльной стадии обработки, после механического полирования, применяется процесс электролитно-плазменного полирования (ЭПП), позволяющий значительно улучшить шероховатость поверхности (до 11-12 класса, 0.025-0.05 Ra). Такая обработка способствует снижению поверхностных концентраторов напряжения, повышению предела усталости лопаток и увеличению КПД всей установки вцелом. Подробнее о плазменном полировании.
На окончатльной стадии обработки, после механического полирования, применяется процесс электролитно-плазменного полирования (ЭПП), позволяющий значительно улучшить шероховатость поверхности (до 11-12 класса, 0.025-0.05 Ra). Такая обработка способствует снижению поверхностных концентраторов напряжения, повышению предела усталости лопаток и увеличению КПД всей установки вцелом. Подробнее о плазменном полировании.
 |
 |
|
Вид лопатки 8-й ст. ГТК 10-4 после эксплуатации,
наработка 45 тыс. часов |
Восстановление геометрии лопаток наплавкой
|
подробнее оспециальных методах обработки
УПРОЧНЕНИЕ
Дополнительно, после полного восстановления геометрии лопатки, рекомендуется провести упрочнение поверхности комплексной вакуумно-плазменной обработкой. Комплексная обработка включает в себя ионную имплантацию поверхности различными легирующиим ионами с последующим нанесением защитного многослойного покрытия высокотвердых нитридных соединений типа Ti-TiN, Zr-ZrN. Ионная имплантация обеспечивает значительные сжимающие напряжения и уникальные физико-химические свойства поверхности, обусловливающие повышения всего комплекса эксплуатационных свойств изделия. Последующее нанесение многослойного высокотвердого покрытия придает поверхности высокую прочность, коррозионную, эрозионную и абразивную стокость при внешнем агрессивном воздействии. При этом нанесенное покрытия характеризуется высокой адгезией и отсутствием скалываемости, что достигается проведением предварительной ультразвуковой и ионной очистки поверхности в вакууме.
 |
 |
|
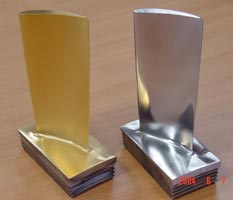
Вид лопаток после восстановления с применением
электролитно-плазменного полирования (справа) и нанесения защитного покрытия нитрида титана (TiN) |
