

Ремонт и упрочнение лопаток паровых турбин
|
Начальная О предприятии Лопатки ГПА |
| Паровые лопатки |
|
ремонт упрочнение многослойное покрытие Прототипирование Специальная обработка Оборудование НИР Экспертная оценка Арматура Контакты |
 |
|
|
РЕФЕРЕНЦИЯ
Отзыв главного инженера ООО "Энергоремонт" Р.Г.Абдрахманова о результатах совместной работы по восстановлению лопаток турбины ПТ-60-130/13 и ПТ-60-90/13
скачать отзыв 
Отзыв главного конструктора паровых машин ОАО "ЛМЗ" А.С.Лисянского о совместной работе с НПП "УАСТ" по упрочнению рабочих лопаток ТЭС "Альхолма" (Финляндия)
скачать отзывсмотреть приложение (ротор турбины ТЭС "Альхолма" с упрочненными лопатками) |
 |
{kind=link}
{kind=link}
ТЕХНОЛОГИЯ РЕМОНТА
 вернуться
вернуться
вернуться
НПП "УАСТ" совместно с ДООО “Энергоремонт” ОАО “Башкирэнерго” (г. Уфа) и ОАО “Ленинградский металлический завод” (г. С.-Пб) разработана и успешно внедрена технология ремонта рабочих лопаток паровых турбин без разлопачивания ротора. Технология ремонта включает в себя удаление дефектной части входной или выходной кромки пера, вварку пластины, повторяющей профиль пера, упрочнение кромок приваркой стеллитовых пластин либо плазменным напылением порошкового материала системы Ni-Cr-B-Si толщиной до 0,8 мм. Покрытие наносят таким образом, чтобы обеспечить плавный переход к поверхности лопатки. Покрытие может быть нанесено и на сварное соединение, повышая его прочность. Окончательно проводят ступенчатую термообработку, восстанавливающую свойства материала и обеспечивающую уменьшение остаточных напряжений после ремонта.
 |
 |
|
Вид эрозионо-разрушенных лопаток
|
Вид лопаток после восстановления
|
При обработке технологических режимов упрочнения и сварки были проведены всесторонние сравнительные исследования структуры и физико-механических свойств материалов лопаток. Были проведены испытания на усталость, капельную эрозию.
Все образцы, изготовленные по вышеизложенной технологии, прошли усталостные испытания при напряжении, равном 100 МПа и базе испытаний 20 млн. циклов без образования трещин. Установлено, что у образцов с применяемым плазменным покрытием из материала Ni-Cr-B-Si повышается стойкость к капельной эрозии в 2,4-2,8 раза (по сравнению с образцами без покрытия), что соответствует свойствам стеллита.
Лопатки, отремонтированные по предлагаемым технологиям, в настоящее время эксплуатируются в энергосистемах Московской области и Башкирии, турбины ПТ60-130/13 Ново-Стерлитамакской ТЭЦ, Уфимской ТЭЦ-2, Кумертауской ТЭЦ и др.
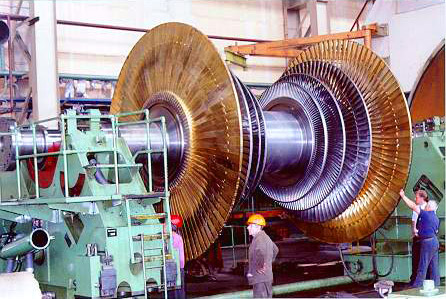

Ротор турбины ТЭС "Альхолма" с упрочненными лопатками.

лопатки после упрочнения
подробнее ометодах обработки
подробнее обоборудовании для упрочнения
ТЕХНОЛОГИЯ УПРОЧНЕНИЯ
вернуться
вернуться
Традиционно упрочнение рабочих лопаток паровых турбин из сталей типа 20Х13, 15Х11МФ проводят припайкой на входную кромку стеллитовых (WC) пластин или нанесением высокотвердых покрытий в воздушной атмосфере. Вместе с этим, такие методы является неэффективными, что подтверждено многими научными центрами России. Припайка пластин не решает проблемы эрозионного износа и при этом значительно ухудшает аэродинамические свойства лопаточного аппарата и КПД турбины. Нанесение покрытий на воздухе (сверхзвуковое и детонационное напыление) характеризуется низкой адгезионной прочностью и выносливостью (рис. 1) из-за возникновения окисных пленок.
Рис. 1. Результаты усталостных испытаний образцов после различных вариантов обработок
1 – исходное состояние; 2 – ионная имплантация + покрытие TiN (h=8-9 мкм); 3 – сверхзвуковое нанесение покрытия на воздухе; 4 – детонационное покрытие на воздухе.
Для решения задачи упрочнения и повышения эксплуатационных свойств рабочих лопаток паровых турбин наше предприятие успешно использует комбинированную вакуумную ионно-плазменную обработку. Обработка включает в себя ионную очистку поверхности от окисных пленок, ионную имплантацию поверхности с последующим нанесением многослойного вакуумно-плазменного покрытия высокотвердых нитридных соединений: Ti-TiN, Zr-ZrN. Все операции проводят в одном вакуумном объеме.
Предлагаемая технология ионно-плазменного упрочнения поверхности, обеспечивает повышение:
сопротивления капельной эрозии от 1,35-1,71 раза,
коррозионной стойкости 2-3 раза,
предела выносливости (при нормальных условиях) на 9,4 %
предела выносливости (в коррозионной среде) на 38,9 %
фреттинг-стойкости до 4 раз для титановых сплавов ВТ6, ТС5;
Подробнее о испытании лопаток из стали ЭП291после упрочнения. Выводы НИР ОАО «НПО ЦКТИ», г. СПб
Подробнее об испытаниях на материале 20Х13
Рис. 1. Результаты усталостных испытаний образцов после различных вариантов обработок
1 – исходное состояние; 2 – ионная имплантация + покрытие TiN (h=8-9 мкм); 3 – сверхзвуковое нанесение покрытия на воздухе; 4 – детонационное покрытие на воздухе.
Для решения задачи упрочнения и повышения эксплуатационных свойств рабочих лопаток паровых турбин наше предприятие успешно использует комбинированную вакуумную ионно-плазменную обработку. Обработка включает в себя ионную очистку поверхности от окисных пленок, ионную имплантацию поверхности с последующим нанесением многослойного вакуумно-плазменного покрытия высокотвердых нитридных соединений: Ti-TiN, Zr-ZrN. Все операции проводят в одном вакуумном объеме.
Предлагаемая технология ионно-плазменного упрочнения поверхности, обеспечивает повышение:
Подробнее о испытании лопаток из стали ЭП291после упрочнения. Выводы НИР ОАО «НПО ЦКТИ», г. СПб Подробнее об испытаниях на материале 20Х13
Для реализации этих технологий изготовлено уникальное оборудование, позволяющее проводить упрочнение лопаток габаритом до 1700 мм путем нанесения на их поверхность многослойного высокопрочного покрытия на основе нитрида титана (TiN).
Подробнее о защитных свойствах многослойного покрытия...
В технологическом процессе упрочнения лопаток использованы такие высокоэффективные методы обработки как электролитно-плазменное полирование (ЭПП), позволяющее повысить класс чистоты поверхности до 12 класса шероховатости, 0,025-0,05 Ra и ультразвуковая обработка поверхности (УЗО).
Разработанные технологии апробированы и внедрены на ведущих предприятиях России:Уфимском моторостроительном производственном объединении (ОАО "УМПО"), г. Уфа
Государственном научно-производственном предприятии "Мотор", г. Уфа
Ленинградском металлическом заводе (ОАО "ЛМЗ") и Заводе турбинных лопаток (ОАО "ЗТЛ") ОАО "Силовые машины" г. С.-Пб для ТЭЦ "Альхолма" (Финляндия) и "Тянь-Вань" (Китай), Бушер (Иран), Костромская ГРЭС (Россия), ТЭС "Сипат" (Индия) и др.
Подробнее о защитных свойствах многослойного покрытия...В технологическом процессе упрочнения лопаток использованы такие высокоэффективные методы обработки как электролитно-плазменное полирование (ЭПП), позволяющее повысить класс чистоты поверхности до 12 класса шероховатости, 0,025-0,05 Ra и ультразвуковая обработка поверхности (УЗО).
Разработанные технологии апробированы и внедрены на ведущих предприятиях России:
